

文章来源:学习那些事
原文作者:前路漫漫
本文介绍了抛光设备自动化、检测参数及常见异常处理。
自动化在设备中的应用
在半导体器件规模化量产过程中,抛光设备的自动化水平直接决定生产效率、工艺稳定性与作业安全性,需同时满足交互便捷性、运行可视化、安全可控性等核心诉求。设备不仅要配备完善的人机交互界面,实现运行状态实时可视化以支撑日常运维,还需构建可靠的安全互锁机制与人工操作防呆设计,从源头规避生产安全隐患。结合量产场景的实际应用需求,抛光设备的核心自动化配置要求如下:
(1)具备高质量、全流程的自动化通信交互能力,可兼容主流半导体设备通信标准与协议,包括半导体设备通信标准I(SECS-I)、半导体设备通信标准II(SECS-II)、通用设备模型(GEM)及高速半导体设备通信标准消息服务(HSMS),实现与生产系统的无缝对接;
(2)设备与前开式晶圆传送盒(front opening unified pod,FOUP)之间需配置专属互锁结构,有效防止晶圆在上料(loading)与下料(unloading)过程中发生碰撞破损,保障晶圆转运安全;
(3)预留在线检测系统(如Novai550)安装接口,同时集成自动过程控制(auto process control,APC)功能,可实现工艺参数的实时调控与闭环管理;
(4)配备至少2个及以上可操作界面,支持操作人员在设备不同位置开展作业,提升操作灵活性与应急处理效率;
(5)搭载四色蜂鸣信号灯,信号灯颜色与对应运行状态可由用户自定义配置,核心可定义状态包括空闲(idle)、报警(alarm)、工艺进行中(processing)等,四色分别为红、黄、蓝、绿,实现设备状态直观识别;
(6)设备晶圆装卸机(loadport)需具备晶圆盒身份(ID)识别与读取功能,必须标配4个可适配的针脚(pin),确保与FOUP信息端模块精准匹配,保障信息交互与转运协同的可靠性;
(7)设备供应商需配套提供E84通信电缆与专用传感器,支持设备与工厂天车系统(overhead hoist transport,OHT)的稳定连接,实现晶圆自动化转运衔接;
(8)针对设备自动化编程(equipment automation programming,EAP)下发的指令,设备可自主完成故障诊断与状态反馈,及时定位异常问题;
(9)可通过标准SECS通信协议,向自动化生产系统主机实时上传各类报警信息,以及全流程工艺参数、硬件运行数据等核心信息,支撑生产系统的统筹管控;
(10)具备与工厂自动化生产系统的自动通信能力,可根据生产系统下达的指令,自主启动与终止制品抛光作业,实现生产流程的自动化衔接;
(11)设备软件需具备工艺参数统计分析功能,可将温度、压力、气体流量等核心参数处理为平均值、最大值、最小值等统计数据;同时集成统计过程控制(statistical process control,SPC)功能,并支持先进过程控制(advanced process control,APC),为工艺优化提供数据支撑。
在线检测系统与APC的联动控制,是当前抛光工艺自动化控制的前沿技术方向。其核心应用场景为:基于前一片晶圆的抛光移除量检测数据,自动调整下一片晶圆的抛光时间参数,使抛光后硅(Si)晶圆的厚度更接近目标设定值,提升厚度一致性。该技术已在介质层抛光工艺中实现广泛应用,但在硅晶圆衬底抛光场景中,受测试模块适配性限制,尚未得到大规模推广。此外,除抛光时间外,APC技术正逐步将分区压力等更多核心抛光参数纳入自动化控制体系,形成更强的平整度调控能力,可实现单片硅晶圆的定制化工艺控制,在对平整度要求严苛的高端制造场景中,具备广阔的应用前景。
关键工艺参数
优化晶圆平整度是抛光工艺的核心目标之一,而抛光过程中平整度偏差的产生,核心源于晶圆不同区域材料移除速率的不均衡。结合抛光工艺实际应用场景,以下为影响平整度与加工质量的关键工艺参数:
1) 压力
常规情况下,晶圆局部区域所受压力与该区域材料移除速率呈正相关关系。压力的增减可直接调节抛光过程中的机械研磨强度,是工艺调试中用于调控平整度的常用且高效手段。在双面抛光工艺中,压力控制包含总压力参数,以及上盘自适应控制(upper platen adaptive control,UPAC)、下盘自适应控制(lower platen adaptive control,LPAC)功能,分别实现全局压力与局部压力的精准调控。在单面单片抛光工艺中,通过抛光头的分区压力控制系统,可实现对硅晶圆特定区域的压力精准调节,压力控制区域通常以晶圆半径为基准,划分为环状区域(如图1所示)。
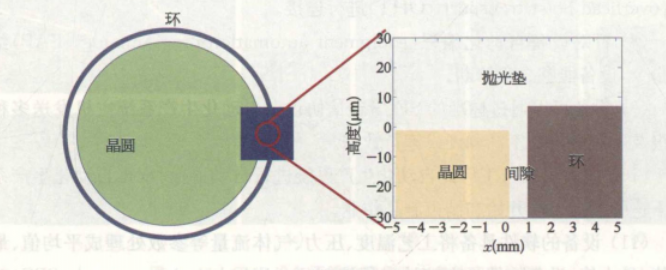
图1
2) 转速
转速通过改变晶圆与抛光盘之间的相对移动速率,间接影响材料移除速率。在相同抛光时长下,晶圆与抛光盘的平均相对速度越大,晶圆表面单位面积所经过的研磨路径越长,材料移除量也就越大。抛光过程中,抛光头的自转、摆动与抛光盘的旋转,共同构成复杂的运动体系。理想状态下,当抛光头转速与抛光盘转速完全一致时,晶圆各区域相对于抛光盘的移动距离相同,可实现各区域材料均匀移除,被视为理论最优工艺配置。但在实际量产场景中,该配置会导致抛光头移动路径局限于抛光盘固定区域,大幅降低抛光垫利用率,增加耗材损耗与生产成本,不利于规模化生产。因此,实际应用中通常会为抛光头增加摆动功能,且抛光头与抛光盘的转速比设置为接近1但不相等,常见的转速配置包括50/52 rpm、87/90 rpm、119/121 rpm等。此外,转速参数的选择需与压力参数适配,转速过低会影响抛光液在抛光垫表面的均匀分散,进而导致抛光效果不稳定。
3) 温度
温度变化会直接影响抛光过程中化学反应速率,导致整体抛光速率波动,进而影响工艺稳定性。抛光过程中,机械研磨摩擦与化学反应均会释放热量,且设备长时间连续运行也可能出现热量累积。通常情况下,一个完整的抛光流程中,系统温度波动幅度约为10℃,因此对抛光盘与抛光液的温度管控至关重要。常规管控措施包括:在抛光盘下方布置冷却水管道,实现温度实时稳定控制;每批次抛光作业结束后,通过高压水冲洗抛光盘,及时散发热量,减少热量累积;同时,抛光液供液系统需配备专用控温模块,保障抛光液温度稳定。需要注意的是,温度并非越低越有利于抛光作业,例如在部分介质层抛光场景中,约40℃的抛光温度可加快化学反应进程,保障较高的抛光速率。在其他高端制程中,维持稳定的高温环境或设计精准的变温抛光流程,也是新工艺开发的重要方向。
关键检测参数
硅晶圆在空间维度上呈现三维分布特性,将其水平放置后,俯视图为直径300mm的圆盘结构。由于圆盘不同位置的厚度与波动存在差异,形成了晶圆独特的三维形貌。为精准表征硅晶圆的几何形貌,可根据空间波长大小,对其空间分布特征进行分类界定,核心检测参数如下:
如图2所示,形状(shape)对应空间波长较长的形貌特征,与晶圆厚度变化无直接关联,主要反映晶圆的整体弯曲程度。通常采用翘曲(warp)与弯曲(bow)两个参数,量化晶圆形状变化幅度,通过这两个参数可直观反映晶圆加工过程中的应力大小与变形程度。
图2
平整度(flatness)定义于空间波长为几毫米至几十毫米的范围,分为全局平整度与局部平整度两类,分别反映晶圆整体厚度变化与局部区域厚度波动。全局平整度核心评价指标为GBIR(global flatness back-surface ideal range),其定义是以理想背面为基准面时的全局厚度极差,又称总厚度变化(total thickness variation,TTV),代表晶圆内最大厚度与最小厚度的差值,是评估晶圆整体平整度的核心指标。
局部平整度核心评价指标为SFQR[site frontside front-surface least-squares fit (site) range],指局部区域内相对于上参考面的最大偏差与最小偏差的差值,参考面通过局部区域上表面的最小二乘法拟合确定,常见的局部区域划分尺寸为26mm×8mm与25mm×25mm,是评估晶圆局部平整度的核心参数。根据基准面选择的不同,还有SBIR(site flatness back-surface ideal range)指标,其定义为局部区域相对于理想背面的最大距离与最小距离的差值。由于晶圆边缘与中间区域的平整度通常存在显著差异,为精准评估边缘平整度恶化程度,专门引入近边缘扇形区域平整度指标ESFQR[edge site flatness front-surface least-squares fit (site) range],其计算逻辑与SFQR一致,但聚焦于晶圆边缘区域,通常选取晶圆边缘30mm、5°的扇形区域作为计算范围。
在平整度参数计算过程中,通常会对晶圆边缘进行特殊处理,排除最外围13mm的边缘区域。该处理方式旨在规避边缘非有效加工区域对检测数据的干扰,确保检测结果能精准反映晶圆中心有效加工区域的平坦度,为后续芯片制造提供可靠的数据支撑。
纳米形貌(nanotopography)的空间波长定义为0.2~20mm,主要用于表征晶圆前后表面在短波长范围内的高度变化。该参数是应对高端先进制程需求而制定的新型检测标准,对评估抛光后介电层厚度一致性、保障器件最终良率具有重要意义。评估过程中,通常将晶圆划分为多个正方形小区域(如2mm×2mm、10mm×10mm等),逐区域进行精准检测。
晶圆表面粗糙度(roughness)的空间波长通常不超过100μm,聚焦于表征晶圆表面微观几何特性,是评估表面光滑度的核心参数。上述各类形貌与检测参数的空间波长范围与核心定义,如图2所示。
形状、平整度与纳米形貌的检测通常采用光学检测手段,例如可通过科天公司生产的WaferSight系列光学干涉仪完成检测;而表面粗糙度的检测则主要依赖原子力显微镜(AFM),通过微观扫描实现精准量化。
常见异常及处理
抛光工艺常见异常包括平整度偏差、表面颗粒超标、腐蚀坑与抛光雾、表面划伤、晶圆碎片等,各类异常的成因与核心处理措施如下:
(1)平整度偏差:出现该异常时,需及时开展工艺复盘确认,通过测试片对比实验区分异常来源。常见成因包括:冷却水流量异常导致抛光温度失控、抛光垫超出使用寿命、抛光头漏气引发压力失准等,需针对性开展温度校准、耗材更换、气密性检测等处理措施;
(2)表面颗粒超标:该问题多发生于抛光后清洗阶段,可通过返洗、返抛处理改善,同时对比处理前后的颗粒分布图谱,确认颗粒来源为外来污染或晶圆原生缺陷;
(3)外来污染管控:若颗粒源于外来污染,需重点检查化学液滤芯、抛光液滤芯的运行状态,判断是否存在堵塞、失效等问题,同时排查清洗槽刷子磨损情况,按需进行更换;
(4)腐蚀坑与抛光雾:该类异常通常与抛光液化学腐蚀作用相关,核心成因包括:抛光后晶圆未及时开展清洗作业,表面残留的抛光液持续腐蚀晶圆表面;抛光液稀释比不合理、供液流量异常,或抛光温度过高,导致机械研磨作用不足、化学反应过度,进而引发表面腐蚀,需针对性优化抛光液参数、管控抛光温度、强化清洗时效性;
(5)表面划伤:主要由抛光垫表面附着异物、金刚石修整盘上金刚石颗粒脱落等因素导致,需及时清洗抛光垫,严重时需更换抛光垫与修整盘,同时加强耗材进场检验与设备日常巡检;
(6)晶圆碎片:主要分为内应力集中碎片与压力设置异常碎片两类。内应力集中碎片通常沿晶圆晶相裂解,碎片形态规整、残渣较少,处理难度较低、影响范围较小;压力设置异常碎片多发生于分区间压力配置不平衡,或压力值超出安全系数的场景,每次尝试新压力参数组合时,需依据设备厂家提供的压力安全计算表开展风险评估。碎片发生后,需对设备进行全面预防性维护(preventive maintenance,PM),及时清理抛光盘上的碎片残渣并进行拼图核对,确保所有碎片完全清除;同时检查抛光垫完整性、抛光头背膜完好性,并完成抛光头气密性检测,排除后续运行隐患。







